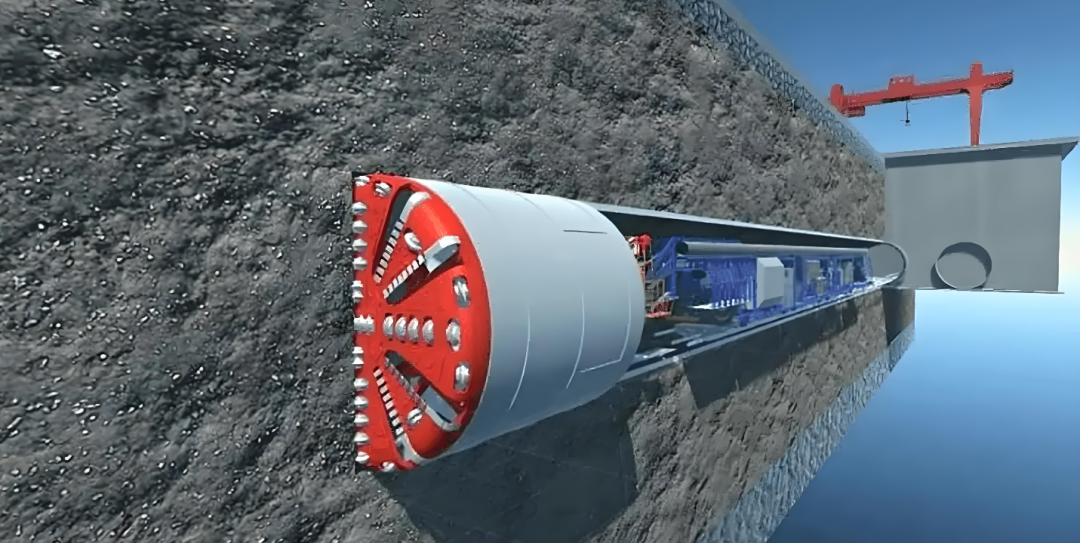
Shield machine is the ‘king’ of intelligent complete sets of equipment for underground engineering, and the main bearing is the ‘heart’ of the shield machine.
This ‘heart’ is directly facing the shield machine super-heavy load, large partial load, frequency variable load and other extremely harsh working conditions, its materials, design, manufacturing and testing is extremely difficult, at the top of the large high-end precision bearing industry chain.
In July 2019, China Railway Construction Heavy Industry Group Corporation (hereinafter referred to as ‘Railway Construction Heavy Industry’) set up 197 Research and Design Institute, determined to overcome the key technology of shield machine main bearing.
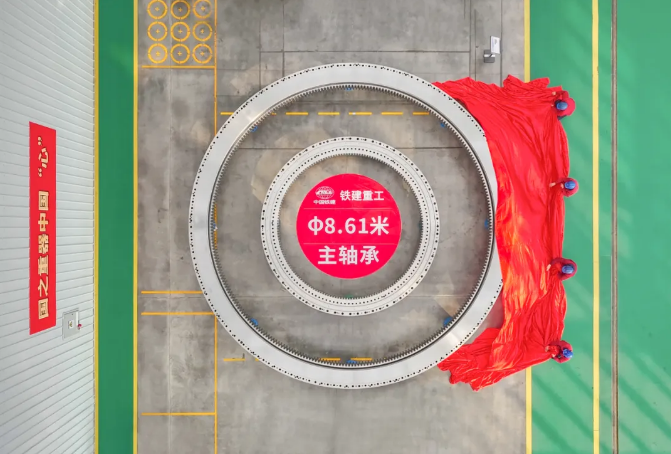
Four years later, the shield main bearing with a diameter of 8.61 metres and a weight of 62 tonnes, which is the largest diameter, heaviest monolithic body and highest load bearing in the world, was launched.
This is so far the world’s largest diameter integral shield machine main bearing, breaking through the current shield machine main bearing development capacity of the ‘ceiling’, the domestic high-end underground tunneling equipment from now on a full range of independent intellectual property rights with the ‘Chinese heart’.
A few days ago, in an interview with a reporter from Science and Technology Daily, 197 Research and Design Institute President Ma Chengbiao proudly said: ‘From material to process to design verification, we have achieved the whole process of independent production of the main bearing of the oversized shield machine, to add a gold medal for the Made in China!’
‘Ancient swordsmanship practice ‘Golden Bell Shield’’
In the shield tunneling process, the 8.61m main bearing must withstand the test of extremely harsh working conditions such as super-heavy loads, large partial loads and frequent variable loads.
Materials and technology are the first hurdle in manufacturing ‘hard’ bearings.
‘To the main bearing of the inner ring, for example, it needs a Rockwell hardness greater than 58, the thickness of not less than 8 mm ring, in order to withstand the load of more than 10,000 tonnes.’ Xie Jindong, head of the manufacturing process of the R&D team, told Science and Technology Daily.
The 8 mm ring layer, Xie Jindong image compared to the inner ring of the ‘Golden Bell’, is the main bearing practice can not be crushed, wear and tear the key to kung fu.
Bearing steel material contains more than 20 kinds of formula elements. These elements affect each other, the ratio needs to be precisely controlled, each time the deployment is one thousandth of the order of magnitude, said Xie Jindong.
R & D team joint steel companies, after dozens of technical discussions and tests, and finally figured out the steel standards applicable to the manufacture of large-diameter main bearings.
Material has, must also break through the quenching process.
Because of the huge volume, the whole quenching process of general-purpose bearings can not be copied to the 8.61-metre main bearing, only surface quenching. How to guarantee the hardness, depth and uniformity of quenching has become a major problem.
By chance, Xie Jindong was inspired by the manufacturing process of ‘Yuewang Goujian Sword’ – ‘burning edge with earth’: using earth as a medium, it can be a perfect solution to the problem of uneven temperature in the quenching area. The problem of uneven temperature in the quenching area can be perfectly solved by using earth as a medium.
‘We used the ancient sword method to practice the ‘Golden Bell Mask’.’ Ma Chengbiao said, the R & D team used this as an inspiration, successfully developed a new high-temperature resistant medium, the temperature interferes with each other to solve the problem.

‘Why not ‘get your hands dirty’ on the grinding wheel?’
With the hardness up to standard, the next hurdle is precise control of flatness.
‘Floating ring is the core component of the main bearing, the roller of the main bearing will constantly crush the high point of its inner wall.’ Ma Chengbiao explained that the inner wall of the floating ring must be flat enough.
Compared with the previous 3-metre diameter main bearing developed by IRCI, the 8.61-metre main bearing weighs about eight times more, and the area of the circular domain of the inner wall has increased by nearly nine times.
‘However, the flatness control requirement cannot be reduced, and it still has to be less than 20 microns. This is equivalent to the wall undulation cannot exceed one-fifth of the thickness of a piece of A4 paper.’ Ma Chengbiao said.
Experts on-site diagnosis, finally explored the ‘cause’ – used to repair the flatness of the grinding wheel, and the floating ring for a long time, a large area of contact friction, resulting in the latter too high heat deformation.
‘Since the contact surface with the grinding wheel is large, why not on the grinding wheel ‘do something’?’ Someone had a sudden idea.
R & D personnel carefully study the working mechanism of the grinding wheel and the trajectory, in adjusting the shape of the grinding wheel up and down the effort. ‘Reduce the contact surface at the same time, we want to ensure that the track of the grinding wheel to cover every part of the inner wall.’ Xie Jindong said.
Time and time again, repairing and adjusting the shape, testing and verifying, the team finally designed a new shape of the grinding wheel, and successfully processed a floating ring that meets the flatness requirements.
‘Use data to push back the design method.’
In order to adapt to complex working conditions, each shield machine must be ‘customised’ according to engineering requirements. This also means that the main bearing has to be built on demand.
The R&D staff worked around the clock, focusing their attention on the formula parameters.
‘Through theoretical calculations and simulation analysis, we have successfully developed special design and simulation software for main bearings, realising the closed-loop design verification system of ‘engineering theoretical calculations + simulation analysis + simulation test of working conditions + engineering application verification’.’ said Chen Hao Lin. Chen Hao Lin said.
On this basis, Iron Heavy Industries also built the world’s largest main bearing working condition simulation comprehensive test bed, solved the large-scale low-speed heavy-duty main bearing is difficult to test the verification of the world’s problems.
Ma Chengbiao said, ‘In the future, we will be based on cracking the “neck” problem, continue to promote the localisation and industrialisation of high-end bearings, and make the business card of Made in China brighter!’